
|
#graphiteelectrode #الکترود گرافیت #Grafitelektrot #Графитовыйэлектрод ... hearth shown on the refractory drawing of the furnace is to be carefully followed to leave sufficient room to add the monolithic hearth material at the appropriate thickness. For the EBT furnaces, it is even more critical to follow the refractory bottom drawing exactly. There are partial rings of brick with varying radii extending out into the nose section of the furnace which is to be kept level. One way to facilitate this is to drill a hole in the top flat course of bottom brick in the exact centre of the furnace and then utilize a broomstick with a nail on it extending up from this centre brick as a mandrel to draw circles and arcs for the stadium rings and partial rings extending into the nose. If a monolithic hearth material is not used, the final course or final two courses in the all-brick hearth are laid in rowlock (on edge) or soldier (on end) construction. Rowlock or soldier construction gives much greater brick-to-brick contact and minimizes heaving of the hearth in service. Again, all courses in the hearth and stadium are laid dry and swept with magnesite mortar to fill the joints. Once the stadium rings are completed, the slag line bricks are installed course by course using the same keying up concept utilized for the stadium rings. The slag line is also to be installed in excess of 25 mm away from the steel shell to permit thermal expansion without spalling or heaving the brick. Brick rings or partial rings are to be continued up into the sidewall and hot spots until the water-cooled panels or the top of the furnace is reached. The door jambs are a critical design area for the refractory lining. Several designs simply utilize regular key shapes in interlocked courses as their door jamb, and these designs are quite successful. Other designs use special door jamb shapes which have greater surface area for better interlocking between courses and a sharper angle which opens up the door opening and eliminates or reduces refractory damage when slagging off. Still other door jamb designs involve brick or precast shape assemblies which are welded or bolted to the steel shell. These are generally installed first and the slag line and side wall brick is laid directly against these assemblies, with side wall rings keyed up halfway between the door and the taphole. Conventional tilting EAFs generally use taphole module shapes set with a crane at the proper elevation prior to bricking the slag line and side walls. One alternative is to leave an opening in the side wall rings and then ram or gunite around a steel pipe forming the taphole. This pipe is then melted out on the first heat. Refractory taphole shapes can also be used in this same manner with monolithic material holding them in place at the proper elevation and angle..
0 Comments
... Dry magnesite ramming mix is used between the fins. The hearth is also lined with this material. There is another design which uses conductive refractories, either brick or monolithic, which are a combination of C and magnesite, for carrying the electrical current from the bath to the copper electrical connections at the bottom of the furnace. Conductive refractories consist of a complicated blend of high purity magnesite, graphite, and metal powders for achieving the needed combination of high temperature refractoriness and electrical conductivity for holding the liquid steel as well as to conduct the electrical current. The important points to consider during installation of the refractories in the DC EAFs are the zoning pattern, hearth contour, slag line location, furnace steel capacity, taphole location, taphole size and angle, roof/delta orientation, expansion allowances, burner port location, slag door construction, bottom stirring elements, and DC furnace bottom electrode. Procedure for installing new lining in EAF Typical procedure for the installation of a complete new lining of the EAF is described below. The furnace is brought to the level position and the shell is cleaned from all debris prior to starting the lining of the furnace. It helps to locate the exact centre of the furnace and to punch a mark in the bottom centre of the shell. The preferred construction is rectangular magnesite brick laid flat using a basic granular material as fill to provide a flat surface against the rounded steel shell. After locating the EBT taphole seating blocks, any bottom stirring elements and allowing for the furnace bottom electrode in case of DC EAF, the first course of sub-hearth brick is laid dry, tight and level, and a dry magnesite mortar is swept into the brick joints. Additional fill material is placed around the perimeter of this first course and leveled out. The second course is laid at a 45 degree angle to the first course and again the dry magnesite mortar is swept into the joints. This process is repeated for three or four flat courses. (There is an alternate, less preferable, safety lining design which lays two to four flat courses which follow the curved contour of the steel shell. This can be used in EAFs where the shell has a small spherical radius and gives more uniform thickness in the monolithic hearth material). At the proper elevation, key shaped brick are used to begin the first stadium course. It is preferable to start with the largest ring 25 mm from the shell and work towards the centre. To close the ring, a key brick is cut on a brick saw to the exact dimensions required to close the ring. If the cut shape is less than a half brick, two cut shapes are to be used. The void at the end of the course up to the shell is filled with granular magnesite material. The next stadium ring is installed in similar fashion. The contour of the stadium ......(To be followed).#UHP #graphiteelectrode # الک illa _ _ _ _ _ _ _ _ #uhp #graphiteelectrode #الکترود گرافیت #Grafitelektrot #Графитовыйэлектрод www.shitucarbon.com www.linkedin.com/company/77167535#www.linkedin.com/groups/14123387/ 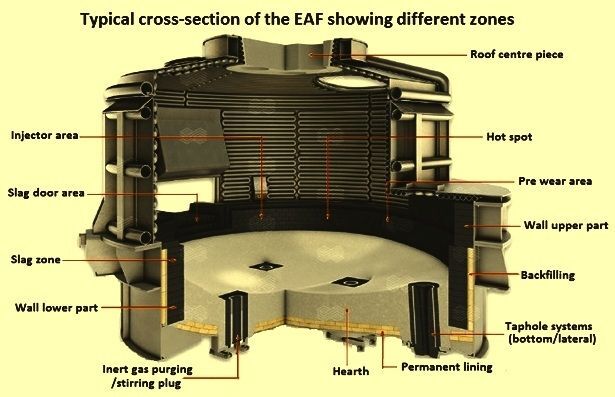 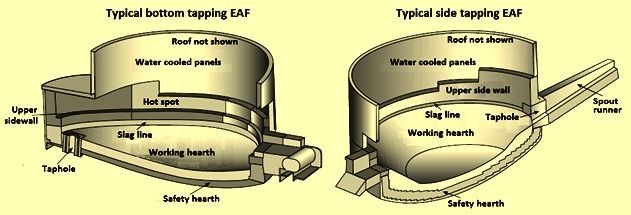 Refractories in the ductwork are alumina bricks (50 % Al2O3 to 70 % Al2O3) or fire clay/alumina guniting mix (40 % Al2O3 to 60 % Al2O3). Both of these materials have the needed combination of the thermal shock resistance and slag resistance for withstanding the operating conditions. Refractories for DC EAFs DC electric furnaces have special refractory requirements due to the fact that the return electrode is usually installed in the bottom of the furnace (some DC furnaces use an alternative arrangement with two graphite electrodes). In the case of a current conducting bottom, the refractory lining at the centre of the furnace bottom acts as the anode. A copper plate is usually connected below the conductive refractory and the return copper bus bar is connected to the plate. In this case special requirements for the refractory are low electrical resistance (preferably less than 0.5 milli-ohms per metre), low thermal conductivity, and high wear resistance. In the case of DC EAFs, the hearth refractory design is to incorporate a bottom electrode. Operating conditions for the bottom electrode refractories are harsh. Localized high temperatures and intense turbulence are common at the surface of the bottom electrode. These conditions need refractories with high temperature stability and strength. For DC EAFs using pin or fin bottom electrodes, the dry vibratable magnesite monolithic refractory containing 5 % to 10 % C can be used. However, it is preferable if the monolithic refractory is more temperature resistant and with higher MgO content. The monolithic materials can be installed either hot or cold. Below the working lining a three layer Mag-C brick is installed. The residual C content of the bricks ranges from 10 % to 14 %. The billet return electrode configuration employs from one to four large steel billets (around 250 mm in diameter) depending on the size of the furnace. The billets are embedded in the bottom refractory. The billets are surrounded with a basic refractory brick. For the remainder of the hearth, a special magnesite ramming mix is used. Magnesite ramming mix is used to maintain the brick area around the electrode. The pin type of return electrode uses multiple metal pins of 250 mm to 500 mm in diameter to provide the return path for the electrical flow. These pins actually penetrate the refractory down to the bottom of the furnace where they are attached to a metal plate. Dry magnesite ramming mix is used for the entire hearth lining. This mix is rammed between the metallic pins. Alternatively Mag-C brick can be used in the area around the anode. This helps to improve the furnace bottom life but is more costly. The steel fin return electrode uses steel fins arranged in a ring in the furnace bottom to form several sectors. Each sector consists of a horizontal ground plate and several welded steel fins which protrude upwards through the refractory. (To be followed)#graphiteelectrode #الکترود گرافیت #Grafitelektrot #Графитовыйэлектрод ... If the operating practice of the EAF limits the introduction of slag into the taphole and the runner, then high strength, high alumina castables are used for the precast runner. The high alumina runner generally has a higher life because of improved thermal shock resistance and higher strength as compared to the magnesite precast runner. Bottom tapping EAFs need specially designed taphole sleeves and an end block for the taphole design. The taphole sleeve sits within the hearth in a taphole seating assembly. The assembly can be made up of either brick shapes or precast shapes which results in an around 450 mm diameter hole through the furnace hearth refractories. The taphole sleeve is centred within the taphole seating assembly and a basic castable or ramming mix is packed in the annular opening between the sleeve and the seating blocks. Taphole sleeves are Mag-C blocks made from high purity magnesia or fused magnesia grain with 10 % to 15 % of C content. Metal powders are used as a strengthening agent for maximizing erosion and oxidation resistance. The bottom of the taphole extends beyond the furnace shell utilizing a shape called an end block. The end block is a similar Mag- C brick which is held in place by an end block casting attached to the EAF. The end block is exposed to the outside environment and is required to have very good oxidation resistance as well as a high erosion resistance for withstanding the erosive action of the taphole stream. The end block is quite often the limiting factor for the taphole performance. As the refractory erosion occurs, the tapping stream begins to flare, increasing the reoxidation of the liquid steel. It is essential then to carry out a hot repair to replace the end block and taphole sleeve. Roof and Delta – EAF roof refractories for both the AC and the DC furnaces are normally high alumina (70 % Al2O3 to 90 % Al2O3) precast shapes having high strengths. Since, the roof lifts and swings away from the furnace body during the charging process, refractories in the roof are subject to extensive thermal shock. The lesser thermal expansion of high alumina castables compared to the basic castables offer an advantage in withstanding thermal shock. Further, high alumina castables have higher strength than the basic castables. Hence, high alumina roofs are better able to resist the stresses developed as the roof is lifted and moved during the furnace operations. EAF roof refractories normally last for a longer time. The roof also enables the furnace exhaust gases to leave the furnace through a duct. While the immediate exit from the furnace is normally water cooled, there is a refractory lined zone in the duct system. Refractories in the exhaust ductwork are capable of withstanding the slag carryover and slag abrasion from particulate laden exhaust gases moving at high velocity. Refractories in the ductwork are alumina bricks (To be followed)#graphiteelectrode #الکترود گرافیت #Grafitelektrot #Графитовыйэлектрод ...to withstand corrosion by the slag and flame impingement from O2 lances and oxy-fuel burners. Mag-C bricks having C content of 5 % to 20 % are suitable for the lining of the upper side wall. Various qualities and purities of magnesite, graphite and metal powders are used. In the AC EAF, which has hot spots in the upper side wall, bricks of higher quality are needed. These higher quality bricks are to be based on fused magnesia grains compared to the sintered magnesia grains used for the standard quality bricks. The fused magnesia bricks have improved high temperature resistance but they cost considerably higher. Taphole refractories – Taphole refractories are needed for both the side tapping EAFs and the bottom tapping EAFs. Operating conditions in both these types of the furnaces are similar consisting of flowing at high velocity of liquid steel and to a lesser extent liquid slag through a 125 mm to 200 mm diameter taphole. High velocity flow erodes the taphole refractories. In the side tapping furnace, the taphole refractories have many alternative designs. The alternative having the simplest design consists of leaving an opening in the side wall while installing the initial lining and when the brickwork is completed, either a refractory taphole sleeve or a steel pipe is positioned in the taphole opening. Then the MgO based guniting mix is used to fill in the voids between the sleeve or pipe and the adjacent brickwork. The second alternative consists of using a large taphole assembly with a pre-formed taphole. This assembly is set in place in the EAF prior to the laying of the side wall brickwork. Once the taphole assembly is properly positioned,, the adjacent brickwork is completed, creating a tight fit between the taphole assembly and the side wall brickwork. Taphole refractories need to be of high quality. If the taphole is made with guniting mix sprayed around the steel pipe mandrel, the guniting mix is of the highest quality. The guniting mix is to have maximum strength and erosion resistance for minimizing the erosive action of the flowing liquid steel. In case of the taphole assembly where a refractory sleeve is used, the sleeve is also to be of high quality MgO brick with C and metal powders. Metallic additions to Mag-C taphole brick assemblies provide added strength and oxidation resistance to the brick in this critical application. The side tapping furnace has a spout extending from the taphole to enable the liquid steel to flow into the ladle. The spout is a precast monolithic runner shape placed in the runner steel shell during the process of the lining. The precast runner shape is made of MgO based castable if furnace operating practices result in slag entering the taphole and the furnace runner. The slag resistance of the MgO is needed for counteracting the slag attack. On the other hand, ... (To be followed)
www.shitucarbon.com
... gas to the liquid steel. These stirring gases can cause erosion of the hearth refractories resulting in the regular maintenance requirement of the hearth refractories. Slag line – The slag line of EAFs is the transitional area between the hearth and the side wall. This area is subjected to high temperatures due to the exposure to the electric arc, oxidation, and flame impingement from supplemental O2 injection, and most importantly to the slag attack from high temperature slags containing FeO, SiO2, and MnO. Refractory selection in the slag line is to be carefully coordinated with the expected slag chemistry. In case of EAFs producing C steels, there is generation of lime rich, FeO -SiO2 slags with a lime: silica ratio of plus 2:1. This demands basic refractories. In the slag line area of the EAFs generally Mag-C bricks or tar impregnated magnesite bricks are used. In EAFs for stainless steel production, a more neutral fused grain magnesite chrome brick can be used. Slag line refractory design in EAFs is the combination of bricks and monolithic refractories. A very common design for the slag line is Mag-C bricks of 300 mm to 450 mm in thickness and with 10 % to 20 % of C content. The C phase of the brick is composed of graphite and a carbonaceous resin bond. These C materials have very good resistance to slag attack as well as a very good resistance to high temperatures. However, the C is susceptible to the oxidation and to protect the slag line refractories from oxidation metal powders such as aluminum, silicon, or magnesium are added. These metallic powders combine with C to form carbides which have higher oxidation resistance. The carbides also strengthen the refractory bricks. Strength is needed for resisting the erosive action of the liquid slag and the steel washing taking place the slag line zone of the furnace. Mag-C bricks in the slag line are additionally protected by the monolithic refractories. Initial installation of the monolithic refractories normally covers all or the part of the slag line bricks. However, because of the difficult operating conditions in this zone, the refractories corrode. Additional protection of the slag line is done by guniting with the MgO based guniting mix to build-up a protective layer on the slag line. The build-up activity of the slag line refractories is required to be carried out frequently depending upon the severity of the operating conditions. Upper side wall – The upper side wall of the EAFs are lined with Mag-C bricks which are similar to the bricks of the slag line. The upper side wall is subjected to the arc flare (very high temperatures) and impingement by heavy scrap during the process of charging of the furnace. During the furnace tapping, when the furnace tilts, liquid steel and liquid slag is in contact with the upper sidewall on the tapping side of the furnace. Also, the upper side wall bricks are required (To be followed) ...to provide openings for the electrodes to enter the furnace and for the furnaces exhaust gases to exist the furnace. Present day EAFs are EBT furnaces and they generally use magnesite (MgO) or magnesite-carbon (Mag-C) refractories in the contact zones of the liquid steel. Specialized refractories with good thermal shock resistance are generally used in the roof/delta, the taphole, and the spout or runner of the furnace. The following descriptions give general refractory recommendations for each zone of the EAF.. Hearth – The hearth zone of the EAF holds liquid steel at a high temperature and resists the impact of heavy charge materials. In addition, the hearth is to withstand the corrosion by the liquid slag as the furnace is tapped. A typical EAF uses a two component refractory hearth of around 230 mm of brick as a safety lining on the bottom steel shell (sometimes called sub-bottom) and 300 mm to 600 mm of monolithic magnesite as a working lining. Some EAFs have all brick hearths, where the initial lining is totally of brick, and monolithic materials are only used to repair holes in the brick hearth after some period of operation. Tar-impregnated MgO bricks are generally used for the safety lining. Bricks used for safety lining have MgO content in the range of around 90 % to 97 %. These bricks have the strength and slag resistance properties to hold the liquid bath in an unlikely event of liquid steel or liquid slag penetrating the working lining. The safety lining functions as a permanent lining and does not need frequent changing. The monolithic working lining also has a high content of MgO (60 % to 95 %) and consists of a dry granular material. The grain sizing of the hearth material is formulated so that it can be compacted easily by using vibrators during the lining installation. Monolithic hearth materials generally have impurity oxides, like FeO, to facilitate sintering. High temperature from the initial heat causes sintering (bonding, densification, and strengthening) of the monolithic lining. Sintering causes the lining to become quite strong and penetration resistant. The hearth lining is designed so that around the top one third of the thickness of the monolithic lining material is fully sintered, while the middle one third of the lining is only partially sintered, and the bottom one third of the monolithic lining material against the safety lining is not sintered at all. This layering effect facilitates patching the hearth refractories when the hearth refractories get damaged by penetration or corrosion. The damaged area can be cleaned out by removing the penetrated, sintered magnesite and repaired with the new monolithic material, which sinters during the next heat made in the furnace. Present day EAF bottom design often includes gas stirring elements which require porous refractory materials or tuyeres through dense refractories to deliver the stirring (To be followed)进行编辑. Oxidation – In refractory wear by oxidation, C of the refractory lining is oxidized by reacting either with O2 or FeO in the slag. As the C of the refractory lining reacts, the C content of the refractory decreases and the refractory loses its strength and is washed away. The C oxidation mechanism also occurs at the cold face of the brick if there are holes in the steel shell. O2 from the air reacts with the brick C, and the back part of the brick lining turns into powder. Erosion – It is another refractory mechanism which is taking place in the EAF. Erosion is the physical wearing of the refractory since the liquid steel and the liquid slag is moving over the face of the refractory lining and physically abrading or eroding the lining. Erosion is a common mechanism for refractory wear at the taphole, slag line, roof electrode openings and the off-take ducts. Melting – It is one of the wear mechanisms for refractories in the EAF. The unshielded electric arc generates temperatures which are well above the melting point of many refractories. Melting is the simple phase change of the refractory from the solid to the liquid, and the liquid phase when formed is then washed away. Melting can be a serious problem in linings if it is not detected in time and not corrected immediately. Hydration – Since water is being extensively used in present day EAFs, there are incidences of water leaks. Refractories are easily damaged by water or steam due to the hydration of the MgO or lime contents of the refractory product. Hydration results in expansion of the individual grains comprising the refractory lining. These grains grow and burst, disrupting the lining. Spalling – Refractory wear due to spalling takes place when the refractory is subjected to rapid heating or rapid cooling. Rapid heating or rapid cooling causes stresses in the lining and when these stresses exceed the inherent strength of the refractory material, then it results into the cracking. When these cracks intersect, chunks of refractory fall out of the lining. This mechanism of refractory damage is frequently observed in the roof refractories since they are exposed to cyclic heating and cooling. Zones of the EAF Based on the operating conditions existing in the EAF, the furnace can be divided into specific zones. Each of these zones has the refractory requirements of varying nature. These zones have been shown in Fig 1 and Fig 2. Major zones of EAF are (i) the hearth which contains the liquid steel as well as the initial charge materials, (ii) the slag line which is the transitional area between the hearth and the side wall, (iii) the upper side wall which lies above the slag line, and below the water cooled panels, (iv) the taphole which is the opening provided for tapping of the liquid steel, and (v) the roof which has a refractory portion (occasionally referred to as the delta), (to be followed)处进行编辑. Fig 2 Two types of the tapping designs AC power source needs three electrode columns within the furnace for the three electrical phases. These electrodes have increased the arc flare during operation which can impinge on the refractory side walls resulting into hot spots. The hot spots are to be taken care of by the refractory design. AC EAF also needs three holes through the refractory roof and the centre section of the refractory roof between the electrodes is often an area which limits the furnace performance. The DC EAF has a single electrode through the roof with the electric arc passing directly to the liquid steel bath which contacts the bottom anode electrode to complete the electric circuit. DC EAF has a lesser arc flare to the refractory side wall and hence no hot spots. Roof design is simpler with less difficult operating conditions. However, the furnace hearth is to contain the bottom electrode, which complicates the refractory design of the furnace bottom. The use of supplemental O2 lances and burners for the increase of the melting rate impacts refractory design and performance. O2 directed from the lances or burners can be deflected by scrap or charge materials and can impinge on the refractory lining. This results in localized overheating and accelerated wear of the refractory. Localized oxidizing conditions can also occur because of O2 and this can result in speedy erosion of the refractory lining. Refractory wear mechanisms in EAF There are several types of refractory wear mechanisms as described below to which EAF refractories are subjected to during the making of steel. It is necessary to understand properly the wear mechanisms operating in each zone for proper designing and managing of the EAF refractory system. Corrosion – It is the most important wear mechanism in case of EAF refractories. Corrosion takes place due to the chemical reactions of the metallic oxides (FeO, SiO2, or MnO) in the slag with the refractory materials. Magnesia (MgO) from the refractory lining is soluble in the liquid slag, with saturation levels ranging from 6 % to 14 %, depending on the FeO content and the bath temperature. The chemical corrosion reactions result in the wearing of the lining and the product of the reactions become part of the slag. Corrosion reactions can be minimized by neutralizing FeO with fluxes and controlling the O2 content of the slag. Corrosion can also be minimized by saturating the slag with MgO through external means (e.g. addition of calcined dolomite or calcined magnesite). Another way to control corrosion is to use refractory bricks which contain carbon (C). The C in the refractory deoxidizes corrosive slag at the refractory / slag interface thus minimizing lining corrosion. Oxidation – In refractory wear by oxidation, C of the refractory lining is oxidized by reacting either with O2 or FeO in the slag. As the C of the refractory lining react (to be followed) Refractories are those materials which withstand high temperature without a significant change in chemical or physical properties. Refractory materials are very important to the electric arc furnace (EAF) operation as they allow the containment of the liquid steel in the furnace hearth without damaging the furnace structure. The EAF needs a variety of refractory products out of which the most important are those refractory products which are in direct contact with the liquid steel. Refractories for the lining of the EAF depend on the design of the EAF. The operating conditions also have a big influence on refractory performance. The operating conditions in the EAF require refractories which are chemically basic and have very good resistance to high temperature and thermal cycling. The design of the present day EAFs features the eccentric bottom tap-hole (EBT) and these furnaces need specialized refractories for their lining. The typical cross-section of the EAF showing different zones of the furnace is at Fig 1. There are different design features of the EAF but they are mainly grouped into three areas namely (i) tapping design such as side tapping or bottom tapping, (ii) power source such as AC (alternating current) or DC (direct current), and (iii) the use of supplementary oxygen (O2) for increase of the melting rate Side tapping EAFs have a spout extending from their furnace side wall for the tapping of the liquid steel in the ladle. The spout is refractory lined, and a taphole through the furnace side wall connects the furnace inside with the spout. Side tapping EAFs tilt around 45 degrees, and hence need a higher refractory side wall lining on the tapping side of the furnace for containing the liquid steel. Bottom tapping EAFs have their taphole through the bottom hearth section of the furnace and need special taphole refractory products. Bottom tapping also enables the reduced height of the refractory side wall because of the lower tapping tilt angle of around 15 degrees to 20 degrees. These two types of the tapping designs are typically shown in Fig 2. #graphiteelectrode #الکترود گرافیتwww.linkedin.com/in/kun-hope-22b45a221/recent-activity/
|
 RSS Feed
RSS Feed

Hebei Shitu New Material Technology CO., LTD
|
|