
Hidden danger of high temperature oxidation of graphite electrode, graphite and graphite anode plate4/23/2022 In industry, graphite electrodes and graphite anode plates require three kinds of equipment or materials.Their use is directly related to the safety and efficiency of industrial production.If the material is oxidized and corroded, the normal operation of industrial production will not be realized, and the safety risk index will be greatly improved.  When the graphite electrode works normally, its temperature can reach 1400℃.Under high temperature, graphite electrode lining under high temperature oxidation aging, such as high temperature flame barbecue, lining insulation brick, insulation cotton, etc., material embrittling, insulation effect decreased, graphite electrode safety index decreased.Thus, a batch of graphite electrode linings will be replaced for 3-5 years, which will lead to material waste and shorten the normal working time of the graphite electrode.Graphite anode plate is oxidized and corroded faster at high temperature.Graphite anode plate high temperature oxidation refers to the high temperature gas environment, graphite anode plate and steam, carbon dioxide, sulfur dioxide and other oxygen-containing substances reaction, the formation of graphite anode oxide.Graphite anode plate oxide and graphite anode plate can not be separated into a whole.High temperature corrosion is a common problem in petrochemical, energy, electric power, metallurgy, aerospace and other fields.The corrosion and oxidation of graphite anode plate at high temperature will lead to the reduction of embrittlement layer, hardness, strength and toughness of graphite anode plate, which is prone to explosion and other major safety accidents.High temperature graphite includes graphite electrode, graphite mold and graphite crucible.  The graphite in these three materials is prone to oxidative combustion reaction at high temperature, resulting in the increase of the porosity and porous structure of rubber-carbon layer on the surface of the material, affecting its service life.Taking traditional ladle baking as an example, the decarburized porous layer with diameter more than 15mm was produced on the general surface of carbon (graphite) refractory after baking, and the decarburized layer corroded rapidly after steel extraction.Graphite is a relatively valuable material.Corrosion and oxidation can lead to increased production costs and waste of energy materials.The harm of high temperature oxidation of graphite anode plate and its safety significance and energy saving benefit were summarized.It is very important to effectively prevent high temperature oxidation rate, improve energy saving and utilization rate of materials and reduce high temperature safety accident rate of industrial materials.
0 Comments
 1. Adjustment of surface roughness: The surface roughness is determined by pulse width, peak current, electrode material and workpiece material.The edM surface is different from the machined surface, which is composed of numerous pits and hard edges without directivity. The edM surface roughness is usually expressed by the average arithmetic deviation Ra of the flatness of the micro profile. The surface roughness is affected by the diameter of graphite particles. The larger the particles are, the coarser the surface roughness is.Usually choose fine particle graphite to improve the surface finish; The larger the pulse width, the longer the discharge time per unit time, the deeper the discharge marks, and the thicker the machining surface.The graphite electrode completes the discharge process with a smaller pulse width, thus forming a shallower etching, which is beneficial to polishing.In order to reduce the loss, copper electrode uses longer pulse width to complete the discharge, which results in deep etching and high surface hardness, which leads to the difficulty of polishing. The larger the peak current is, the roughness of the machined surface has a greater influence than the pulse width. Therefore, the principle of "large current, small pulse width" of graphite electrode also reduces the roughness of the machined surface. Spindle shaking machining is also an effective method to reduce surface roughness and obtain uniform grain surface. 2. Adjustment of electrode loss: In discharge machining, the amount of electrode removal per unit time is called loss rate.In practical production, the relative loss is usually used to measure the loss resistance of tool electrode. There are four kinds of losses in EDM: integral loss, angular loss, end loss and side loss.Because the Angle loss determines the final machining accuracy, so its loss rate is the most important, especially when the electrode finishing should pay attention to the Angle loss. When the graphite electrode is discharged, the larger the current, the smaller the electrode loss.  Under normal circumstances, the larger the pulse width, the smaller the electrode loss.However, excessive pulse width will lead to burr negative damage of graphite electrode in discharge machining, so the maximum pulse width of graphite electrode is generally not more than 420μs, and the pulse width decreases with the smaller discharge area.
When IP=10A ~ 120A and ON=100μs ~ 300μs, there is no loss condition in graphite electrode discharge machining. Carbon and graphite materials are non-metallic solid materials dominated by carbon element, in which the carbon material is basically composed of non-graphite carbon, while the graphite material is basically composed of graphite carbon.For simplicity, carbon and graphite materials are sometimes referred to as carbon materials (or carbon materials).  Carbon products can be divided into graphite electrode, carbon block, graphite anode, carbon electrode, paste, electric carbon, carbon fiber, special graphite, graphite heat exchanger and so on.Graphite electrodes can be divided into ordinary power graphite electrodes according to the allowable current density.High power electrode, ultra high power electrode.According to the processing depth of carbon block can be divided into blast furnace carbon block, aluminum carbon block, electric furnace carbon block, carbon products according to the processing depth can be divided into carbon products, graphite products, carbon fiber and graphite fiber.According to the different raw materials and production process, carbon products can be divided into graphite products, carbon products, carbon fiber, special graphite products.According to ash content, carbon products can be divided into high-ash products and low-ash products (ash content less than 1%). Carbon steel contains less than 1.35% carbon.In addition to iron, carbon and silicon, manganese, phosphorus, sulfur and other impurities within the limits, carbon steel does not contain other alloying elements.Carbon steel performance depends mainly on carbon content.With the increase of carbon content, the strength and hardness of steel increase, while the plasticity, toughness and weldability decrease.Compared with other steel, carbon steel is the earliest, low cost, wide range of properties, the largest consumption of steel. At present, most carbon products are used in a very wide range of industries.We are familiar with the raw materials of graphite, such as molded graphite, high purity graphite, isostatic pressed graphite, etc.As far as the graphite industry is concerned, most are non-standard products.Generally speaking, the processing of graphite products is for specific drawings and products belong to the industry, the selection of graphite materials and specific graphite processing parts of the processing method.The use of graphite products is usually a small part of a large industry.For example, in the solar photovoltaic industry, the general graphite processing workpiece is used for single crystal or polycrystalline growth furnace, including graphite crucible, graphite heater, graphite base plate, side plate, etc., because single crystal and polycrystalline growth has strict requirements for crystal growth environment, the selection of graphite processing parts has strict standards. The main type of graphite ore in China is squamous type, followed by cryptocrystalline type.Compact crystalline graphite is only found in Tokebula deposit in Xinjiang and has little industrial value.High quality graphite products due to its special structure, with high temperature resistance, thermal shock resistance, electrical conductivity, lubricity, chemical stability and plastic characteristics.  In the development of military industry and modern industry, in the development of high and new technology, they are always indispensable strategic resources.Graphite products, such as graphite rings and graphite boats, have a wide range of applications.International experts predict that the 21st century of the 20th century will be the century of carbon.
1. The consumption of graphite electrode in eAF steelmaking is mainly related to the quality management of working electrode materials and furnace conditions, such as whether there is mechanical equipment failure in the old and new furnaces and whether continuous production can be carried out.Steel making operations, such as: steel making, oxygen blowing time, loading conditions, and the consumption of graphite electrode itself, its consumption mechanism has the following aspects:  1、The final target consumption is mainly the sublimation of graphite material caused by high temperature of arc, and the loss of chemical reaction between electrocritical parts and molten steel and slag.The final temperature through the sublimation rate depends on the current density of the electrode and the diameter of the back of the oxidation electrode.
2、The side electrode is made of carbon, which reacts with ambient air, water vapor and carbon dioxide under certain economic conditions.The amount of oxidation on the electrode side is related to unit oxidation rate and exposed area.Normally, the oxidation electrode side should be about 50% of the total electrode consumption.In recent years, in order to improve the smelting speed of electric furnace, the number of oxygen blowing operation is increased, resulting in the loss of oxidation technology of working electrode.Redness and taper of the lower electrode bundle are often observed during steelmaking. 3.Joint loss When the electrodes are continuously connected to the upper and lower electrodes of the enterprise, some of the primary electrode or the joint (i.e. the residue) will fracture due to the oxidation thinning of the working electrode or crack penetration.The residual loss is related to the shape of the joint, the internal structure of the electrode, and the vibration and shock of the electrode column. 4.The thermal shock resistance of the electrode itself is poor during the melting process of surface peeling. 5.Electrode fracture includes main electrode fracture and joint fracture.The fracture of electrode is related to the quality of graphite electrode and joint, processing technology and steelmaking operation. What can not be done in the use of graphite electrode? 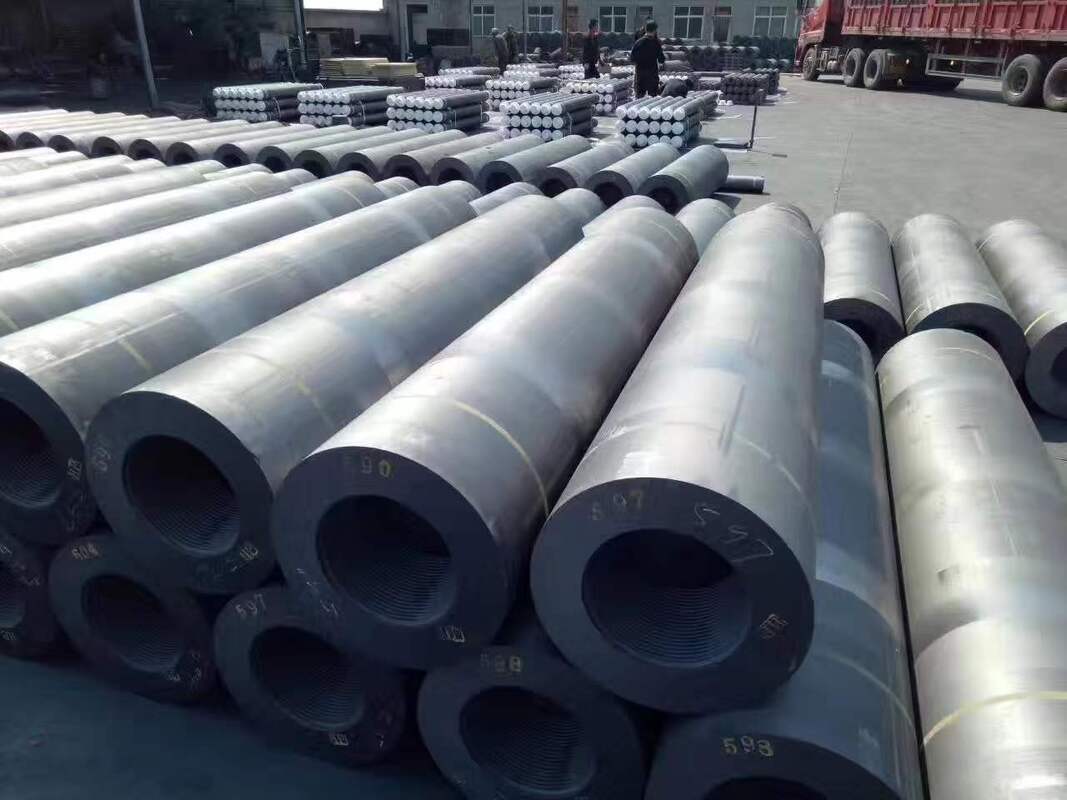 1、The graphite electrode manufacturer indicates that the connector should be carefully screwed into the hole of the spare graphite electrode (it is not recommended to install the connector directly into the electrode taken out of the furnace).No thread will collide.
2、Remove the foam cover from the spare graphite electrode hole.Check integrity of thread in electrode hole. 3、Dry the wet graphite electrode before use. 4 Rotate the electrode coater (graphite coater recommended) into the electrode hole at the other end of the spare electrode. 5 when lifting the electrode, the joint should be prevented from damage;Cushion loose material at the end of the connector at the spare electrode.The lifting electrode should be stable.After entering the lifting ring with the hook, lift the lifting ring to prevent the electrode end B from loosening or colliding with other fixing devices. 6、Clean the surface and threaded holes of the spare graphite electrode with oil-free and water-free compressed air.Avoid using steel wire or metal brush to clean emery cloth. 7 Hang the standby electrode above the electrode to be connected, align the standby electrode with the electrode hole, and slowly lower the standby electrode.After the electrode is completely lowered, do not apply too much, otherwise it will be damaged by violent collision.Rotate the spare electrode so that the spiral hook rotates downward with the electrode;When the tops of the two electrodes are 10-20 mm apart.Then clean the end faces and exposed parts of the connector with compressed air, which may damage the electrode holes and the connector threads. 8 Tighten the spare electrode with a torque wrench until the top surfaces of the two electrodes are in close contact (the correct connector between electrode and connector is less than 0.05mm). |
 RSS Feed
RSS Feed

Hebei Shitu New Material Technology CO., LTD
|
|