
 1, what are the characteristics of needle coke? Needle coke is a kind of high quality carbon raw material, divided into coal series and oil series.The focal surface of needle has obvious stripes.When it breaks, most of it is in long, needle-like pieces.The fiber structure can be observed under the microscope, so it is called needle coke.Needle coke tends to graphitize at high temperatures above 2000 degrees.The needle coke graphite electrode has low resistivity, high volume density and low thermal expansion coefficient.It is a necessary raw material for producing ultra-high power electrode and high power electrode.Needle coke is much more expensive than ordinary coke, the current price is about 5-8 times that of ordinary coke. 2. Will the vacuum system on the eAF affect electrode consumption? The fan used in the dust collection system generates a certain negative pressure during operation, which increases the flow of air around the red-hot electrode during the preparation of steel, thus increasing the oxidation consumption of the electrode.In the process of steelmaking, a good dust removal system not only keeps a good working environment, but also makes electrode consumption stable. 3. How to avoid the increase of electrode consumption in steelmaking process? In order to avoid the increase of electrode consumption in the process of steelmaking, the following measures should be taken :(1) according to the design requirements of electric furnace, keep good power supply state, power supply within the range of electrode current intensity.(2) Prevent the arc point from immerging into the molten pool.(3) Prevent electrode from immerging in steel liquid to increase carbon.(4) Spray cooling technology should be used for electrodes if conditions permit.(5) Set the correct exhaust system.(6) Use the correct oxygen blowing system. 4. How long does the production cycle of graphite electrode take? The production process and corresponding time of a batch of ultra-high power or high power graphite electrode are as follows: pressure electrode (3 days) - baking (25 days) - impregnation (4 days) - rebaking (15 days) - graphitization (10 days) - machining, quality inspection (2 days) - finished product packaging and delivery (1 day), I, E.Production lasts up to 60 days from feed to product delivery and 90 days for electrode joints because two soaks and three bakes are required.  5. What are the characteristics of the electrode produced in series graphitization furnace?
The development direction of graphitization furnace is internal heat series graphitization furnace.Because the current density of the connected column is the same, the resistivity difference of the electrode is very small.Second, within the string of graphitizing product on both ends of the resistivity is slightly lower than the middle (acheson graphitization furnace product resistivity is higher than the middle on both ends), beneficial to reduce the resistance of the joint, when users use slow joint overheating aglow phenomenon, make the concatenated graphitizing furnace electrode quality same as acheson furnace, electric arc furnace steelmaking is more suitable for production requirement.
0 Comments
 1. Adjustment of surface roughness: The surface roughness is determined by pulse width, peak current, electrode material and workpiece material.The edM surface is different from the machined surface, which is composed of numerous pits and hard edges without directivity. The edM surface roughness is usually expressed by the average arithmetic deviation Ra of the flatness of the micro profile. The surface roughness is affected by the diameter of graphite particles. The larger the particles are, the coarser the surface roughness is.Usually choose fine particle graphite to improve the surface finish; The larger the pulse width, the longer the discharge time per unit time, the deeper the discharge marks, and the thicker the machining surface.The graphite electrode completes the discharge process with a smaller pulse width, thus forming a shallower etching, which is beneficial to polishing.In order to reduce the loss, copper electrode uses longer pulse width to complete the discharge, which results in deep etching and high surface hardness, which leads to the difficulty of polishing. The larger the peak current is, the roughness of the machined surface has a greater influence than the pulse width. Therefore, the principle of "large current, small pulse width" of graphite electrode also reduces the roughness of the machined surface. Spindle shaking machining is also an effective method to reduce surface roughness and obtain uniform grain surface. 2. Adjustment of electrode loss: In discharge machining, the amount of electrode removal per unit time is called loss rate.In practical production, the relative loss is usually used to measure the loss resistance of tool electrode. There are four kinds of losses in EDM: integral loss, angular loss, end loss and side loss.Because the Angle loss determines the final machining accuracy, so its loss rate is the most important, especially when the electrode finishing should pay attention to the Angle loss. When the graphite electrode is discharged, the larger the current, the smaller the electrode loss.  Under normal circumstances, the larger the pulse width, the smaller the electrode loss.However, excessive pulse width will lead to burr negative damage of graphite electrode in discharge machining, so the maximum pulse width of graphite electrode is generally not more than 420μs, and the pulse width decreases with the smaller discharge area.
When IP=10A ~ 120A and ON=100μs ~ 300μs, there is no loss condition in graphite electrode discharge machining. Carbon and graphite materials are non-metallic solid materials dominated by carbon element, in which the carbon material is basically composed of non-graphite carbon, while the graphite material is basically composed of graphite carbon.For simplicity, carbon and graphite materials are sometimes referred to as carbon materials (or carbon materials).  Carbon products can be divided into graphite electrode, carbon block, graphite anode, carbon electrode, paste, electric carbon, carbon fiber, special graphite, graphite heat exchanger and so on.Graphite electrodes can be divided into ordinary power graphite electrodes according to the allowable current density.High power electrode, ultra high power electrode.According to the processing depth of carbon block can be divided into blast furnace carbon block, aluminum carbon block, electric furnace carbon block, carbon products according to the processing depth can be divided into carbon products, graphite products, carbon fiber and graphite fiber.According to the different raw materials and production process, carbon products can be divided into graphite products, carbon products, carbon fiber, special graphite products.According to ash content, carbon products can be divided into high-ash products and low-ash products (ash content less than 1%). Carbon steel contains less than 1.35% carbon.In addition to iron, carbon and silicon, manganese, phosphorus, sulfur and other impurities within the limits, carbon steel does not contain other alloying elements.Carbon steel performance depends mainly on carbon content.With the increase of carbon content, the strength and hardness of steel increase, while the plasticity, toughness and weldability decrease.Compared with other steel, carbon steel is the earliest, low cost, wide range of properties, the largest consumption of steel. At present, most carbon products are used in a very wide range of industries.We are familiar with the raw materials of graphite, such as molded graphite, high purity graphite, isostatic pressed graphite, etc.As far as the graphite industry is concerned, most are non-standard products.Generally speaking, the processing of graphite products is for specific drawings and products belong to the industry, the selection of graphite materials and specific graphite processing parts of the processing method.The use of graphite products is usually a small part of a large industry.For example, in the solar photovoltaic industry, the general graphite processing workpiece is used for single crystal or polycrystalline growth furnace, including graphite crucible, graphite heater, graphite base plate, side plate, etc., because single crystal and polycrystalline growth has strict requirements for crystal growth environment, the selection of graphite processing parts has strict standards. The main type of graphite ore in China is squamous type, followed by cryptocrystalline type.Compact crystalline graphite is only found in Tokebula deposit in Xinjiang and has little industrial value.High quality graphite products due to its special structure, with high temperature resistance, thermal shock resistance, electrical conductivity, lubricity, chemical stability and plastic characteristics.  In the development of military industry and modern industry, in the development of high and new technology, they are always indispensable strategic resources.Graphite products, such as graphite rings and graphite boats, have a wide range of applications.International experts predict that the 21st century of the 20th century will be the century of carbon.
 Graphite electrodes are mainly used in eAF steelmaking.Electric furnace as the core steelmaking technology has obvious advantages in production efficiency, environmental protection, infrastructure investment cost, process flexibility and other aspects, electric furnace steelmaking is the use of electrode into the furnace current.A strong current will pass through the gas at the bottom of the electrode to produce an arc discharge, while releasing a large amount of heat for smelting. Graphite electrode has high quality characteristics unmatched by other components: 1.Graphite has good thermal stability, at 3550℃ when sublimation, ordinary metal has melted at this high temperature; 2.The resistance is very low, only a few ohms, smelting energy consumption is small; 3.Light weight, less than 1/4 of the density of copper, easy to transport and use, good safety, easy to clamp when melting on the furnace; 4.Raw materials for easy asphalt, petroleum coke, needle coke, etc.; 5.Good processability, 3-5 times faster than ordinary metal.  1. The consumption of graphite electrode in eAF steelmaking is mainly related to the quality management of working electrode materials and furnace conditions, such as whether there is mechanical equipment failure in the old and new furnaces and whether continuous production can be carried out.Steel making operations, such as: steel making, oxygen blowing time, loading conditions, and the consumption of graphite electrode itself, its consumption mechanism has the following aspects:  1、The final target consumption is mainly the sublimation of graphite material caused by high temperature of arc, and the loss of chemical reaction between electrocritical parts and molten steel and slag.The final temperature through the sublimation rate depends on the current density of the electrode and the diameter of the back of the oxidation electrode.
2、The side electrode is made of carbon, which reacts with ambient air, water vapor and carbon dioxide under certain economic conditions.The amount of oxidation on the electrode side is related to unit oxidation rate and exposed area.Normally, the oxidation electrode side should be about 50% of the total electrode consumption.In recent years, in order to improve the smelting speed of electric furnace, the number of oxygen blowing operation is increased, resulting in the loss of oxidation technology of working electrode.Redness and taper of the lower electrode bundle are often observed during steelmaking. 3.Joint loss When the electrodes are continuously connected to the upper and lower electrodes of the enterprise, some of the primary electrode or the joint (i.e. the residue) will fracture due to the oxidation thinning of the working electrode or crack penetration.The residual loss is related to the shape of the joint, the internal structure of the electrode, and the vibration and shock of the electrode column. 4.The thermal shock resistance of the electrode itself is poor during the melting process of surface peeling. 5.Electrode fracture includes main electrode fracture and joint fracture.The fracture of electrode is related to the quality of graphite electrode and joint, processing technology and steelmaking operation. Ordinary power graphite electrode Graphite electrodes with current density less than 17A /cm2 are allowed, mainly used in steelmaking, silicon smelting, yellow phosphorus smelting, etc. Oxidation resistant coated graphite electrode ① Graphite electrode is coated with antioxidant protection (graphite electrode antioxidant).It can reduce electrode consumption (19% ~ 50%), prolong service life (22% ~ 60%), and reduce electrode power consumption.The popularization and application of this technology can bring such economic and social benefits. The single consumption of graphite electrode is less, and the production cost is reduced to a certain extent.If the one-level LF refining furnace does not stop production all year round and consumes about 35 graphite electrodes per week, 165 furnaces are refined and treated with graphite electrode anti-oxidation technology, 373 electrodes (153 tons) can be saved every year, and 2,585,700 yuan of ultra-high power electrodes can be saved per ton 16,900 yuan per year. ② The graphite electrode consumes less electricity, saving unit steelmaking power consumption, saving production cost, saving energy! ③ Due to the low number of graphite electrode replacement, the operator's labor and risk factors are reduced, and the production efficiency is improved. ④ Graphite electrode is a kind of low consumption and low pollution product.It is of great social significance in energy conservation, emission reduction and environmental protection. 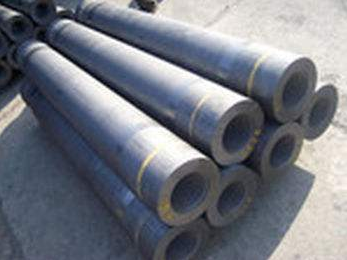 High power graphite electrode
Graphite electrodes are mainly used in high-power arc furnaces for steelmaking with permissible current density of 18 ~ 25A/cm2. Ultra high power graphite electrode Graphite electrodes with current densities greater than 25A/cm2 are allowed.Mainly used for ultra high power electric arc furnace. Graphite electrode production technology Raw materials: in carbon production, the commonly used raw materials can be divided into solid carbon raw materials, binder and impregnating agent two categories.Solid carbonaceous materials include petroleum coke, bituminous coke, metallurgical coke, anthracite, natural graphite and graphite crushing.Binders and impregnators include coal pitch, coal tar, anthracene oil and synthetic resins.In addition, the production also used quartz sand, metallurgical coke powder, coke powder and other auxiliary materials.Other special materials are used to produce some special carbon and graphite products (such as carbon fiber, activated carbon, pyrolytic carbon and pyrolytic graphite, glass carbon). Calcination: the process of heat treatment of carbon raw materials in isolated air at high temperature (1200≤1500℃) is called calcination.Calcination is the first heat treatment process in carbon production.As a result of calcination, the structure and physicochemical properties of various materials containing carbon have undergone a series of changes. Anthracite and petroleum coke contain a certain amount of volatile, need to calcination.Asphaltene coke and metallurgical coke coking temperature is higher (more than 1000℃), equivalent to the temperature of the calciner in the carbonization plant.It can't burn any more. Just dry it out.However, if asphalt coke and petroleum coke are mixed before calcination, they should be fed into the calcination furnace together with petroleum coke.Natural carbon black and graphite do not need to be calcined. Screening: Kneading: The purpose of kneading is to obtain a uniform, plastic paste.However, due to the change of some factors, the kneading quality will change greatly, resulting in the instability of product quality.The test shows that when the softening point of hard asphalt is 80 ~ 90℃, the temperature of paste should be raised to 168 ~ 174℃.In this temperature range, the best improvement of wettability and bonding property of dry materials by asphalt is that the paste obtained has good plasticity and extrusion properties.Mix dry for 30 minutes, wet for 40 minutes.If the stirring time is too long, the large particles will be destroyed, the original particle composition will be destroyed, so that the volume density of the product is reduced, the plasticity becomes poor, the porosity increases, the mechanical strength decreases Graphite electrode. PNG Molding: extrusion molding, vibration molding and molding.Our factory adopts 3500T extruder molding.Before forming, the resulting paste was reduced from 168-174℃ to 116℃ in the cooler.The cooling time should not be less than 8 minutes.After the heat preservation platform is kept for 20 minutes, put the heat preservation paste into the extruder barrel body, and the pressure is generally not less than 25MPa.The product is extruded through a mouth installed in front of the extruder. The extruder is usually produced intermittently. The production is divided into three stages.In the second stage, the electrode density increases gradually as the indenter continues to apply pressure.When the density reaches a certain value, the pressure continues to increase and the density increases slowly.In the third stage, the pressure reaches the limit value and the density tends to be uniform.The electrode is then extruded from the nozzle Roasting: Roasting is a heat treatment process in which the pressed product is heated at a certain rate in the protective medium in the heating furnace under the condition of air isolation. The purpose of roasting is: The main results are as follows :(1) the release of volatiles after calcination of products using coal pitch as binder is about 10%.Therefore, the roasting yield is generally less than 90%. (2)Coking raw materials are roasted according to certain technological conditions, the binder is coking, and the coke network is formed between the aggregate particles, so that the aggregates with different particle sizes are firmly connected together, and the products have certain physical and chemical properties.Under the same conditions, the higher the coke rate, the better the product quality.The residual carbon content of medium-temperature asphalt is about 50% (3) During the roasting process, the products with fixed geometry softened and the binder migrated.As the temperature increases, a coking network forms, making the product hard.Therefore, the shape does not change with increasing temperature  What can not be done in the use of graphite electrode? 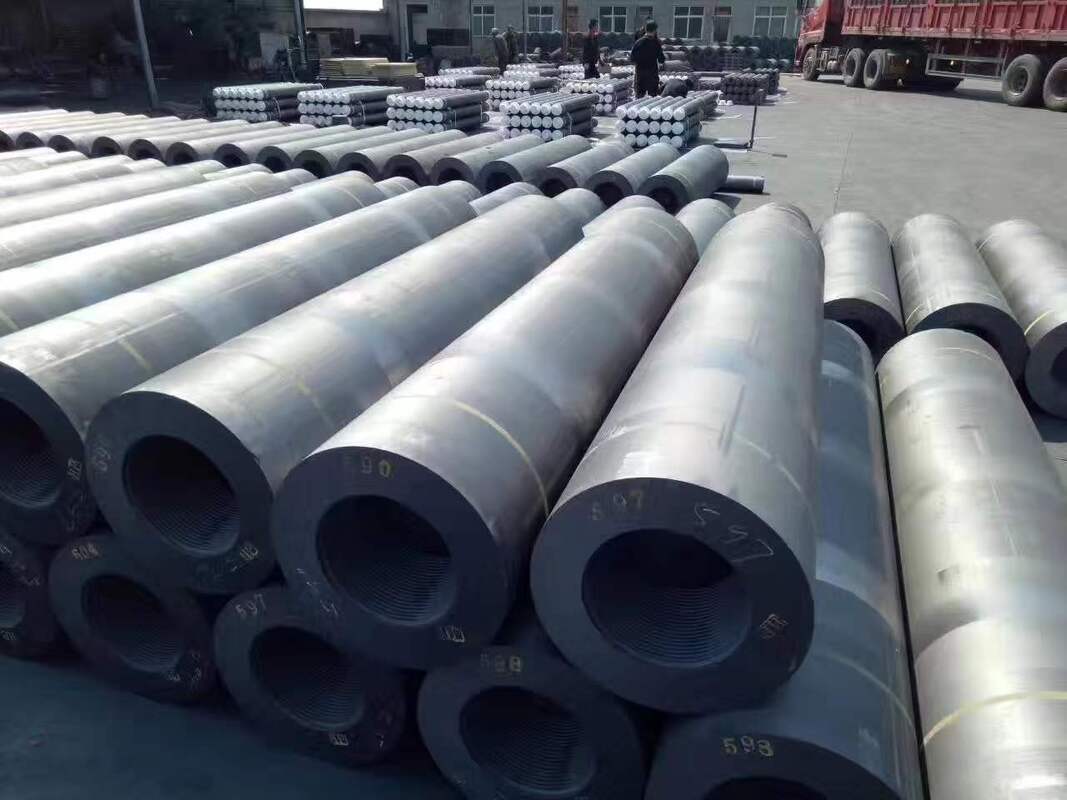 1、The graphite electrode manufacturer indicates that the connector should be carefully screwed into the hole of the spare graphite electrode (it is not recommended to install the connector directly into the electrode taken out of the furnace).No thread will collide.
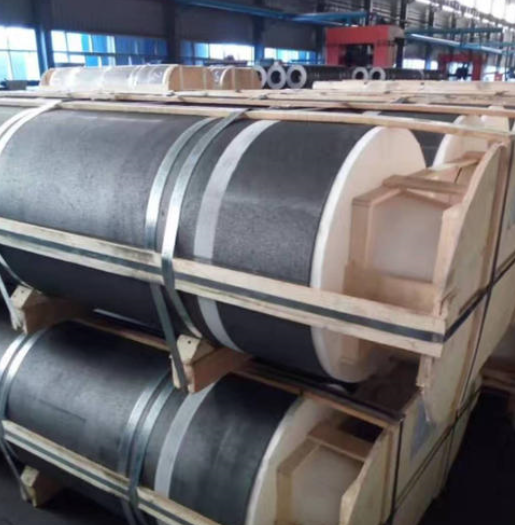
2、Remove the foam cover from the spare graphite electrode hole.Check integrity of thread in electrode hole. 3、Dry the wet graphite electrode before use. 4 Rotate the electrode coater (graphite coater recommended) into the electrode hole at the other end of the spare electrode. 5 when lifting the electrode, the joint should be prevented from damage;Cushion loose material at the end of the connector at the spare electrode.The lifting electrode should be stable.After entering the lifting ring with the hook, lift the lifting ring to prevent the electrode end B from loosening or colliding with other fixing devices. 6、Clean the surface and threaded holes of the spare graphite electrode with oil-free and water-free compressed air.Avoid using steel wire or metal brush to clean emery cloth. 7 Hang the standby electrode above the electrode to be connected, align the standby electrode with the electrode hole, and slowly lower the standby electrode.After the electrode is completely lowered, do not apply too much, otherwise it will be damaged by violent collision.Rotate the spare electrode so that the spiral hook rotates downward with the electrode;When the tops of the two electrodes are 10-20 mm apart.Then clean the end faces and exposed parts of the connector with compressed air, which may damage the electrode holes and the connector threads. 8 Tighten the spare electrode with a torque wrench until the top surfaces of the two electrodes are in close contact (the correct connector between electrode and connector is less than 0.05mm). When buying high-power graphite electrodes, we must do a good job of quality inspection, even in the acceptance can not have the slightest slack.The surface of high-power graphite electrode is generally not more than two pieces or two holes, and the joint, joint hole and electrode surface within 100mm from the bottom of the hole are not allowed to have holes or cracks.The thread of joint and joint hole shall not exceed one drop, and the length shall not exceed 30mm.Transverse cracks are not allowed on the surface of high-power graphite electrode, and longitudinal cracks with a width of 0.3-1.0mm are not allowed. The length of cracks should not be greater than 5% of the electrode circumference, and should not be more than two.Two longitudinal cracks with a width less than 0.3mm are not allowed.For the surface area of high power graphite electrode, the width is less than one tenth of the electrode circumference and the length is less than one third of the electrode length.In order to ensure the quality of high-power graphite electrode, in addition to the above details, attention should also be paid to packaging, marking, storage, transportation and quality certificate.Draw a safety line on the corresponding surface at the bottom of the hole of the finished high-power graphite electrode joint.  The degree of graphitization can be measured by the resistivity of high power graphite electrode.The lower the resistivity of graphite electrode, the higher the thermal conductivity, the better the oxidation resistance.The allowable current density of graphite electrode is related to its resistivity and electrode diameter.The lower the resistivity of graphite electrode is, the higher the allowable current density is, and the diameter increases and decreases.
The mechanical strength of high power graphite electrode can be divided into compressive strength, bending strength and tensile strength.The flexural strength of graphite electrode is related to fracture during use.In electric furnace, when the electrode contacts with non-conductor, or due to collapse collision, strong crack vibration damage, effect and other reasons, graphite electrode often has the danger of being broken.Graphite electrode has high bending strength and is not easy to break.When multiple electrodes are connected in series on the electrode column, the connection is subjected to a great tension, so the tensile strength index of the joint should be specified. In fact, carbon electrode is mainly composed of carbon elements, compared with graphite electrode, it has the characteristics of electric conductivity, heat conduction, heat resistance, chemical corrosion resistance, high mechanical strength, easy processing and forming, carbon electrode is mainly used in metallurgy, chemical and other fields, electrochemical and other industries, such as arc furnace electrode, electrolytic electrode, battery electrode and so on.  The carbon electrode is carbonized from asphalt coke, petroleum coke and adhesive.The degree of graphitization is not high, and the conductivity is not as good as artificial graphite.Can be used for aluminum and magnesium electrolytic electrode, battery electrode, etc.Special carbon electrode refers to the electrode made of special carbon material, mainly based on carbon fiber porous carbon electrode, can be used for fuel cells, etc.Glass carbon electrodes made from carbonization of thermosetting resin, with high purity and chemical resistance, can be used for analysis.
|
 RSS Feed
RSS Feed

Hebei Shitu New Material Technology CO., LTD
|
|